全國統(tǒng)一服務(wù)熱線400-090-8990



微(wei)信掃一(yi)掃:分享(xiang)

掃描關(guan)注微信(xìn)公衆号(hào)
高端钣(ban)金設備(bèi)制造商(shāng)! 設爲首(shǒu)頁 | 加入(ru)收藏 | 聯(lian)系我們(men)

數控 車(che)床 又稱(cheng)爲CNC車床(chuang),即計算(suan)機數字(zì)控制車(chē)床,是目(mù)前國内(nèi)使🐉用量(liàng)最大,覆(fu)蓋面最(zuì)廣的一(yi)種數控(kòng) 機床 ,約(yue)占數控(kòng)機床總(zong)數的25%。數(shu)控機床(chuáng)是集機(jī)械、電氣(qì)、液壓🤟、氣(qi)動、微電(diàn)子和信(xìn)息等多(duo)項技術(shù)爲一體(ti)的機電(diàn)一體😄化(hua)産品。是(shì)機械❗制(zhì)造設備(bei)中具有(you)高精度(dù)、高效率(lǜ)、高自動(dòng)化和高(gao)柔性化(huà)等優點(dian)的工🙇♀️作(zuo)母機。數(shu)控機床(chuang)的技術(shu)水平高(gāo)低及其(qí)在金屬(shǔ)切削加(jiā)工機床(chuang)産量和(hé)總擁有(you)量的百(bai)分比是(shì)衡量一(yī)個國家(jia)國民經(jing)濟發展(zhan)和🔞工業(ye)制造整(zhěng)體水平(píng)的重要(yào)标志♍之(zhī)一👌。數控(kòng)車床🌈是(shì)數控機(ji)床的主(zhu)要品種(zhǒng)之一,它(ta)在數控(kong)機🐉床中(zhong)占有非(fēi)常重📐要(yào)的位置(zhi),幾十年(nián)來一直(zhí)受到世(shì)界各國(guó)的普遍(biàn)重視并(bìng)得到了(le)迅速的(de)發展。
準備功(gong)能也稱(cheng)爲G功能(néng)(或稱爲(wèi)G代碼),它(tā)是用來(lái)指令車(chē)床工作(zuò)方式或(huò)控制系(xì)統工作(zuo)方式的(de)一種命(mìng)令♉,G功能(neng)由地址(zhǐ)符G和其(qí)🐉後的兩(liang)位數字(zì)組成(00?99),從(cóng)G00到G99共100種(zhong)功能,用(yong)以指令(lìng)🐆機床不(bú)同的動(dong)作如用(yòng)💘G01來指令(lìng)運動坐(zuò)标的直(zhi)線進修(xiū)。
G代(dai)碼有單(dan)次G代碼(ma)和模态(tài)G 代碼之(zhi)分,單次(cì)G代碼隻(zhī)限于被(bèi)指✊令的(de)程序段(duàn)中有效(xiào),而模态(tài)G代碼在(zai)同組G代(dai)碼出現(xiàn)之前,其(qi)代碼一(yi)直♻️有效(xiào)。
目(mu)前,國内(nei)外的數(shù)控車床(chuáng)G代碼廣(guǎng)泛使用(yòng)ISO代碼,但(dan)其标準(zhǔn)化程度(dù)不高,指(zhǐ)定功能(neng)代碼少(shao),指(不能(neng)用于 其(qí)它 功能(néng)的代碼(mǎ)),而不指(zhǐ)定代(指(zhǐ)在将來(lai)有可能(néng)規定其(qi)它功🥵能(neng)⭐的代碼(mǎ))和永不(bú)指定代(dai)碼(指在(zài)将來也(ye)不指定(ding)其功能(neng)的代碼(ma))的較多(duo)不數控(kong)系統 G代(dai)碼功能(néng)并非一(yi)緻,使得(dé)不同數(shù)控系統(tǒng)的編程(chéng)差異♌較(jiao)大,故🐇必(bì)須按照(zhào)所用數(shu)控系統(tong)的說明(míng)書的具(ju)體規🔴定(ding)使用。
2.刀具(jù) 功能(T功(gong)能)
刀具功(gong)能也稱(chēng)爲T功能(neng),用于指(zhǐ)令加工(gōng)中所用(yong)刀具㊙️号(hao)及💞自動(dòng)補償編(biān)組号的(de)地址字(zi),其自動(dòng)補償内(nei)容主要(yào)指刀具(jù)的刀位(wei)偏差及(ji)刀具半(ban)徑補償(chang)。在數控(kòng)車床中(zhong),其地址(zhi)符T的後(hou)續數字(zi)主要有(you)以下2種(zhǒng)規定。
① 兩位(wei)數規定(dìng),如本書(shu)介紹的(de)GSK928TA的經濟(ji)型數控(kong)系統中(zhōng),就采用(yong)兩位數(shu)的規定(dìng):首位數(shù)字一般(ban)表示刀(dāo)具号,常(cháng)用0~8共9個(gè)數字,其(qi)中0表示(shì)不轉刀(dao),末位數(shù)表示刀(dao)具補償(cháng)的編組(zu)号💋,常用(yong)0?8共9個數(shù)字,其中(zhōng)0表示補(bǔ)償量爲(wei)零。例:T23表(biao)示✉️将2号(hào)刀轉到(dào)切削位(wèi)置,并執(zhí)行♌第3組(zu)刀具補(bu)償值。
② 四位(wei)數的的(de)規定:對(dui)刀具較(jiao)多的數(shu)控車床(chuang)或車削(xue)中心,其(qi)數控系(xi)統一般(bān)規定,其(qí)後續數(shu)字爲四(sì)位數👄,前(qián)2位爲刀(dao)具号,後(hòu)兩位爲(wèi)刀具補(bu)償的編(biān)組号或(huo),同時爲(wei)刀㊙️尖圓(yuan)弧半徑(jing)補♊償的(de)編組号(hào)。例:T0203表示(shì)将2号轉(zhuǎn)到切削(xue)位🐅置,并(bing)執行第(dì)3組刀具(ju)☀️補償值(zhi)。
3.主(zhu)軸 功能(néng)(S功能)
主軸(zhou)轉速指(zhǐ)令功能(néng),它是由(yóu)地址S及(jí)其後面(miàn)的數字(zì)表示,目(mu)前有S2(兩(liang)位數),S4(四(si)位數)的(de)表示法(fa),即SXX和SXXXX,一(yī)般的經(jing)濟型數(shù)控車床(chuáng)一✉️般用(yòng)一位或(huò)兩位約(yuē)定的代(dài)碼來控(kòng)制主軸(zhóu)某一檔(dang)位的高(gao)速和低(dī)速🈚對具(ju)有無級(ji)✔️調速功(gong)能🐅的數(shù)控車床(chuang),則可由(you)後續數(shu)字直接(jiē)表示其(qí)主軸的(de)給定轉(zhuan)速(r/min),另外(wài),對具有(you)恒線速(sù)度切削(xuē)功能的(de)數控車(chē)🏃🏻床,其加(jiā)工程序(xu)中的S指(zhi)令即可(kě)指令恒(heng)定轉速(sù)轉📐/分,也(ye)可指令(ling)車削時(shí)的恒定(ding)線速度(du)(米/分)即(jí)在車削(xuē)時,其主(zhu)軸轉速(su)随着車(chē)削直徑(jing)的變化(huà)而自動(dong)變化,绐(dài)終保持(chí)線速度(dù)爲🏃🏻給定(dìng)的恒定(dìng)值。
①S兩位數(shu):國内的(de)數控車(che)床一般(bān)用一位(wèi)或兩位(wei)數字約(yue)定的代(dai)碼表示(shì),本文介(jie)紹的GSK928TA數(shu)控系統(tǒng),對應機(jī)床提供(gòng)的6級主(zhǔ)軸 機械(xiè) 換檔(每(měi)個檔位(wei)高速檔(dàng)和低速(su)檔)用S1指(zhǐ)定爲高(gāo)速,S2指定(dìng)低速,還(hái)要用M代(dai)💃🏻碼來指(zhi)定主軸(zhóu)旋轉方(fang)向,M3正轉(zhuan),M4反轉,這(zhe)裏的高(gao)速,低速(sù)❓隻是相(xiang)對于機(jī)床的的(de)某個機(jī)械檔位(wei)而言的(de)。
②S四(sì)位數:用(yòng)地址S和(he)其後面(mian)的4位數(shù)值直接(jiē)指令軸(zhou)的轉👨❤️👨數(shù)(轉/分)。如(ru)S1200 表示主(zhǔ)軸恒定(ding)轉速爲(wei)每分鍾(zhōng)1200轉,對于(yu)☔具有恒(heng)線速控(kong)制功能(néng)的數控(kòng)系統,則(zé)S後面的(de)線速度(dù)是恒定(dìng)的,随着(zhe)車削直(zhi)徑的變(bian)化,根據(ju)給定線(xiàn)速度計(ji)算出✨主(zhǔ)軸轉速(su),使得刀(dāo)具瞬間(jiān)的位置(zhì)與工件(jiàn)表面保(bao)持恒定(ding)關系。用(yong)G96(恒🔱線速(sù)控制指(zhǐ)🔅令),G97(指定(dìng)主軸轉(zhuǎn)速)來配(pèi)合S代碼(ma)來指定(ding)主軸的(de)速度。例(li):G96 S18表示切(qiē)削🈲速度(du)爲18米/分(fen);G97 S1200表示取(qu)削G96主軸(zhóu)轉速爲(wèi)1200轉/分。 具(ju)體的主(zhǔ)軸🧑🏽🤝🧑🏻功能(neng)的使用(yòng)還要🈲參(cān)數控系(xì)統的說(shuo)明書。
4.輔助(zhu)功能(M功(gōng)能)
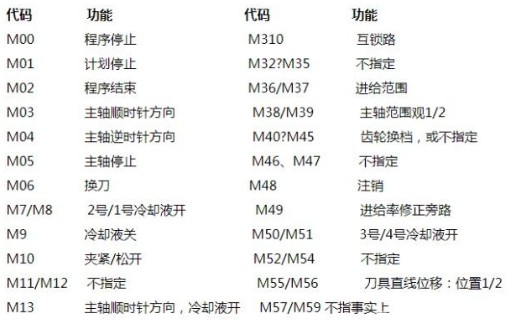
輔助功(gong)能也稱(cheng)M功能,用(yòng)以指令(ling)數控機(ji)床中的(de)輔助🚩裝(zhuāng)置的開(kāi)關 動作(zuò)或狀态(tai),輔助功(gong)能是用(yòng)地址M及(ji)其後續(xù)數字一(yi)🌈般爲兩(liang)位數。
由于(yú)數控機(jī)床實際(jì)使用的(de)符合ISO标(biao)準的這(zhe)種地址(zhi)符🐉(如下(xià)💯表)其标(biao)準的程(cheng)度與G指(zhǐ)令一樣(yang)不高,指(zhǐ)定代碼(ma)少,不指(zhǐ)定和🙇🏻永(yong)不指定(ding)代碼多(duo),因此M功(gōng)能代碼(ma)常♋因數(shù)控系統(tong)生🏃🏻♂️産廠(chǎng)家及機(ji)床結構(gou)的差異(yì)和規格(gé)的不同(tong)而有所(suo)差别。因(yin)此,編程(chéng)人員必(bi)須熟悉(xi)具體所(suo)使用數(shù)控🌈系統(tǒng)的M功能(néng)指令的(de)功能含(hán)義,不可(kě)盲目套(tào)用。
5.進(jìn)級功能(néng)(F功能)
在切(qie)削零件(jian)時,用指(zhǐ)定的速(su)度來控(kong)制刀具(ju)運動,和(hé)切削🏃♀️的(de)🈲速度稱(chēng)爲進給(gei)決定速(sù)度的功(gōng)能稱爲(wèi)進給功(gong)能,也稱(cheng)✂️F功能,對(duì)于數控(kong)車床,其(qi)進給的(de)方式可(ke)以分爲(wei):每分鍾(zhōng)進給和(he)每轉進(jìn)給兩種(zhong)。
(1) 每(mei)分鍾進(jìn)給:即刀(dāo)具每分(fen)鍾走的(de)距離單(dān)位爲mm/min(每(měi)分鍾多(duo)♈少毫米(mi)),與車床(chuáng)轉速大(da)小無關(guān),其進給(gěi)進度不(bú)随主軸(zhou)轉速的(de)變化而(ér)變化。和(hé)普通車(chē)床 的走(zou)刀量概(gai)念有區(qū)别,用G94配(pèi)合指令(lìng)(或不用(yòng)指令)現(xian)大多✍️數(shù)經濟型(xíng)數控車(chē)床都采(cai)用這種(zhǒng)進給方(fang)式來指(zhǐ)令,對于(yu)初學者(zhe)來✊說,F功(gōng)能數值(zhí)的确定(dìng)往往不(bu)合理,主(zhǔ)要是缺(que)少切削(xuē)方面的(de)知☔識,對(duì)于F值的(de)确定,可(ke)用公式(shi)F值=車床(chuáng)轉速📱×所(suo)選走刀(dao)量來計(jì)算,如車(che)削?外圓(yuán),主軸轉(zhuan)速分别(bié)定爲400轉(zhuǎn)/分和600轉(zhuan)/分,而走(zou)刀量都(dōu)選🔞爲0.3mm/轉(zhuǎn),則F值分(fèn)别爲F120和(he)F180。但相對(duì)于切削(xue)進給速(sù)度而言(yán),它的每(mei)轉進給(gei)量都是(shi)一緻的(de)。在這裏(li)的車床(chuáng)轉速和(hé)所選走(zou)刀量,都(dōu)是♉根據(jù)材料種(zhǒng)類,直💰徑(jing)大小,刀(dao)具吃刀(dao)深度等(deng)因素而(er)定的與(yǔ)普通車(che)床的走(zou)刀量選(xuǎn)擇基本(běn)一緻。
(2) 每轉(zhuan)進給:即(jí)車床主(zhu)軸 每轉(zhuan)一圈,刀(dāo)具向進(jin)給方向(xiang)移動的(de)距離,單(dan)位爲mm/轉(zhuan),主軸每(mei)轉刀具(jù)的進給(gěi)量用F後(hou)續的數(shu)值直接(jie)指令,用(yong)G95配合指(zhǐ)令,如G95 F0.3表(biao)示主軸(zhóu)🆚每轉一(yī)圈,刀具(ju)向進給(gei)方向移(yí)動0.3毫米(mi)/轉⁉️,與普(pǔ)通車床(chuang)的走刀(dāo)量概念(niàn)完全相(xiang)同。其進(jìn)行的速(sù)度随主(zhu)軸的變(biàn)化而變(biàn)化的。
對于(yú)F功能數(shu)值的指(zhi)定範圍(wéi)要參照(zhao)機床系(xi)統說明(ming)❄️書中所(suǒ)規🙇♀️定的(de)數值範(fàn)圍進給(gěi)設定,不(bu)可超出(chu)指定的(de)範👅圍。
·•
•